Welding is a permanent joining process, which creates a permanent joint between two workpieces. It is achieved through melting, followed by solidification. The core temperature during welding can be as high as 6500o F, So, it is compulsory to wear a Personal protective equipment kit during the process. The kit will save you from the heat and harmful radiation that can affect your body. Electron beam welding uses a highly concentrated electron beam to create heat and melt the workpiece. The melting process will create a common weld pool, and then solidification will lead to joining the workpiece. In this topic, we will be studying Electron beam welding in detail by explaining its history, working, applications, Etc. So, let’s get started.
History:
It all started with the development of an electric arc, leading to the beginning of a joining process called welding. In 1800, Humphry Davy discovered a short-pulsed electric arc. A Russian scientist named Vasily Petrov developed a continuous electric arc in 1802 and proposed its application in welding. After creating an electric arc and proposed application, CL Coffin was the first person to introduce welding under Inert conditions in the 1890s. The proposed idea was difficult to achieve and was not accomplished till 1900. By the 1940s, tungsten and helium started where tungsten was used as electrode material and helium as an inert gas. German physicist Karl-Heinz Steigerwald originally developed electron beam welding in 1949, working on different electron beam applications. He discovered the first practical machine, which began to operate in 1958. Another inventor, who is credited with the invention of the first electron beam welding machine, is James T. Russell.
The Historical timeline, in brief, is as follows:
1800- Humphry Davy discovered short-pulsed electric arc.
1802- Vasily Petrov developed Continuous electric arc.
1890s- C.L. Coffin become the first person to introduce welding under Inert conditions.
1940- Welding started practically under Inert conditions, which lead to a good weld finish.
1949- Karl-Heinz Steigerwald invented the first electron beam welding during the study on the application of electron beam.
1958- Practical use of electron beam welding started.
Main Parts of Electron Beam Welding:
The Joining process consists of various components that perform welding, from electron beam creation to weld formation. Each component has different functions, which we will discuss under this heading. The main components, along with their functions, are as follows:
1. Electron Gun
It is used to generate the electron or take the free electron from the surface of the metal. It is an electrode structure used to produce and focus the electron beams at the desired location. There are two types of electron guns- Self accelerated and work accelerated.
In Self accelerated electron gun, the acceleration of electrons takes place by applying the potential difference between the anode and cathode. In a work-accelerated electron gun, electron acceleration occurs by applying a potential difference between the cathode and the workpiece.
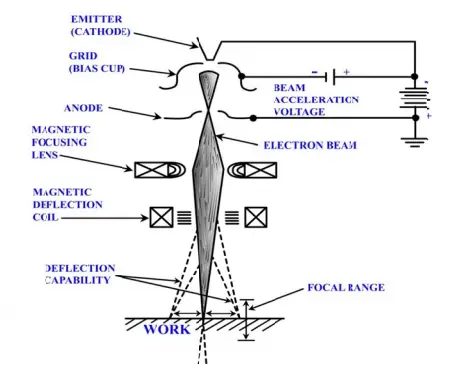
The sub-components of the electron gun are:
[a]. Focusing unit: It is used to focus the electron beam to a particular point.
[b]. Cathode (Emitter or filament): It is used to emit the electron.
[c]. Anode: It attracts the electron, leading to its acceleration and striking the workpiece at such a high speed, creating a large amount of heat.
[d]. Grip cup: It is used to control the electron beam.
2. Vacuum Chamber:
It is a chamber that creates the vacuum using a vacuum pump. The pump used for creating a vacuum is a mechanical pump or diffusion pump. The more the vacuum is, the more the penetration of electrons on the welding material surface.
The range of pressure in the vacuum chamber are as follows:
100 KPa = Open atmosphere pressure
0.13-13 Pa = Partial Vacuum
0.13-133 mPa = Hard Vacuum
3. Power Supply:
This is the main component that provides the required current and voltage for the acceleration of electrons emitted from the surface. The power supply used here is DC Power Supply. The voltage range is 70-150 kV for high voltage equipment, 5-30 kV for small voltage equipment. The current level is from 50 to 100 mA.
4. Work Handling Devices:
These devices are used to hold the workpiece. The motion of the workpiece is controlled through programming, that is, Computer numeric control (CNC).
Before understanding the working of this Joining process, it is essential to understand the commonly used welding terms, which we will use to explain the working. These terms contain few common for all the welding process and some common for this particular welding process. The Important terminologies are as follows:
Accelerating Voltage: It is the value of electric potential used to increase the speed of the electron, thereby increasing its energy.
Beam of the electron: It consists of electrons emitted and accelerated to hit the weld surface.
Beam Power: It measures the beam energy delivered per unit time by the electron beam.
CNC: It is the short form of Computer numeric control, which converts the motion of the workpiece and other equipment for better control through Coding.
Workpiece: The material will be welded through the impact of a high-speed beam of electrons.
DC Power Supply: It is the characteristic of power supply used, which decides the position of cathode and anode.
Working Of Electron Beam Welding:
The working process for this Joining process is divided into two parts- Beam formation and Beam penetration. In Beam formation, we will explain the mechanism of the formation of a beam, and in the next, we will explain how the beam is accelerated and penetrate the metal and which factor is used to control that.
1. Beam Formation:
The cathode is the source of a free electron. The free electrons are available on the cathode surface are bound to the surface and can’t leave the surface on their own. They have to achieve the kinetic energy, which should be more than the potential barrier of the work metal. The cathode used is tungsten, which emits the electron by the Photoelectric effect. The electrons that come out of the surface possess a significantly less amount of energy. Since most of the energy is lost in overcoming the potential barrier of cathode, the free electron is emitted and is controlled by the grip cup present in the electron gun to focus on the target.
2. Beam Penetraelectron tion:
The process of Beam penetration involves Beam acceleration and impact on the surface. The formed electron beam, directed towards the workpiece, doesn’t have enough energy to reach that point. The accelerated voltage difference between the cathode and anode or the cathode and workpiece accelerate the electron to a high speed. It increases the electron’s kinetic energy, which is transferred to heat energy on collision with the workpiece. The electrons penetrate inside the workpiece, depending upon its speed, and come to rest. The change in kinetic energy creates the required heat to melt the workpiece and form the weld pool—the workpiece is then solidified and joined together.
Welding Characteristics:
One of the most important aspects of the permanent joining process is the welding characteristics apart from the working mechanism. The characteristics of the welding process define the two most important factors: weld finish and welding of dissimilar metals. Electron beam welding is a modern welding technique used in Industries with complete automation. This joining process has a high capability of joining a variety of metals and dissimilar metals together. The two most Important welding characteristics are as follows:
1. Weld finish:
The factor considers the weld finish on the surface along with observing the perfect contact of the parts. Electron beam welding uses a highly concentrated beam of electron focussed on the required location to weld precisely the workpiece. The proper welding finish depends mainly on heat generation and depth of penetration, which is controlled by the acceleration voltage.
2. Dissimilar Metal Welding:
It is often difficult to weld two dissimilar metals and any welding technique and require many precautions. The common mechanism is to melt the workpieces and then join them together. Electron beam welding achieves this differently. The lower melting point metal is only welded, and the other being in solid form. The melted metal is joined and then solidifies. A rule of thumb is that high vacuum pressure will achieve a good welding finish, and the electron beam should be directly accessible to the one which is going to melt.
Types Of Electron Beam Welding:
There are different types of this Joining process that are used in the industries for different applications. Some of the different types are as follows:
Based on Accelerated Voltage:
The electron beam welding process is divided into two types based on the magnitude of accelerated Voltage. They are the most crucial parameter for this joining process, as it decides the depth of penetration and heat generation. They are of two types:
1. Low Voltage EBW:
Devices with 30-60 KV of accelerated Voltage are considered low voltage devices. Their depth of penetration is less and can’t weld thick sheets of metal.
2. High Voltage:
Devices with 100-150 KV of accelerated Voltage are considered high voltage devices. They can weld steel materials between 0.1 to 200 mm thick and aluminum alloys between 0.1 to 300 mm thick.
Based on Processing Chamber Pressure:
The electron emitted and the completion of the process depend upon the pressure maintained in the processing chamber. The desirable condition is a vacuum condition, and on this basis, it is divided into High vacuum and low vacuum.
1. High Vacuum:
Processing chambers with pressure up to 0.067 Pa are considered high vacuum. The components in High vacuum pressure chambers includes Oil diffusion pumps, Mechanical booster pump, and Oil rotary pump.
2. Low Vacuum:
Processing chambers with a pressure up to 6.67 Pa are considered low vacuum. The components in a low vacuum pressure chamber include a Mechanical booster pump and oil rotary pump.
Based on Electron Gun Mounting Position:
The electron gun is the component that is the source of a free electron and acts as the cathode. The mounting position of the electron gun decides the heat concentration area, which can be a crucial factor for welding similar and dissimilar metals. They are of two types- Fixed electron gun and moving electron gun.
1. Fixed Electron Gun:
This type of electron gun is fixed and can’t move to change the direction of the electron beam. The workpiece direction is to be changed according to the requirements.
2. Moving Electron Gun:
This type of electron gun is flexible for motion in any direction. Here, both workpiece and gun can be moved, and hence, a variety of welding positions are possible.
Advantages of Electron Beam Welding:
Electron beam welding is the joining process of the modern generation, which is different from the conventional welding processes. It has various advantages because of the mechanism of working and weld finish achieved. The advantages of this Joining process are as follows:
This type of Joining process is highly precise and can be used for high repetitions because we can easily automate it.
It provides beams of electrons concentrated to small heat-affected zones, which reduces metal distortion and eliminates material shrinkage.
It also maintains up to 95% of the strength of the base material.
This technique is performed in a vacuum environment. Hence, there is no contamination due to any external agents.
It is an easily automated process with easy controllability. Hence, we can use it to weld two dissimilar materials together.
It can weld various thickness sheets of metal, ranging from as low as 0.025 mm to as high as 100 mm.
It is capable of welding complicated and inaccessible joints.
Disadvantages Of Electron Beam Welding:
Although it is a modern welding process with many applications in various industries, it has various disadvantages that limit its application. The disadvantages are as follows:
The Initial Cost of setup is very high.
Highly skilled operators are required to operate.
A very high Vacuum is required for proper weld finish.
Since it is operated in Vacuum, a Large job can’t be welded.
High safety measures are to be taken.
Applications
The following are the applications of this welding technique:
It is used in aerospace Industries for welding complex components that the conventional welding processes can’t weld.
It is used in Space applications to build titanium-based components.
It is used in Automobile Industries for transmission components, gearboxes, Etc.
It is used in Nuclear Industry, medical research, Etc.
Frequently Asked Questions – FAQs:
Q 1: What is the principle used in the emission of electrons from the Cathode?
Ans: The Photoelectric effect-based principle is used, where the free electrons are taken out by providing it kinetic energy to just break the potential barrier of the cathode surface.
Q 2: How is dissimilar metal welding in Electron beam welding differs from other conventional welding processes?
Ans: In other conventional welding process, both the metals are melted and solidifies together, but in Electron beam welding, Only the metal with lowest melting point is melted and joined with other metal, which is in solid form.



? - Complete Explanation")





