Welding is a Joining process that is used to join two different metals together. The type of joint that is developed between the metal is permanent. It is also fascinating to note that the core temperature can go as high as 6500o F during Welding. We wear PPE (personal protective equipment) Kit, and highly proficient welders are only used for this purpose. This article will tell you about MIG (Metal Inert Gas) Welding in detail, including its type, advantages, disadvantages, and application. So, let’s get started.
History:
It is all started with the discovery a short-pulsed electric arc in 1800 by Humphry Davy, then the development of continuous spark by Vasily Petrov in 1802. This technology saw the first Industrial usage in the 1880s when modified to use in the Industries. At first, the electrodes used were Carbon, and the process was known as Carbon Arc Welding.
In 1890, Metal electrodes invented by Nikolay Slavyanov and C. L. Coffin replaced the usage of Carbon, and the process is named Metal arc Welding. General Electric Invented the first complete set of this process in 1920, except the Inert environment. The development of the Inert atmosphere took place later. Until 1960, We used this Welding process without Inert gas, but at that time, the importance of Inert gas is identified and added with oxygen to produce shielding during Welding processes.
The brief timeline is shown below:
1800- development of short-pulsed electric arc by Humphry Davy
1802- development of continuous spark by Vasily Petrov
1880- Change took place and adopted for Industrial usage
1890- Invention of Metal electrodes by Nikolay Slavyanov and C. L. Coffin
1920- Metal arc Welding is modified by general electric
1949- Patented for Welding Aluminium
1960- Inert gas as a shielding gas is added, and MIG (as we know today) is made
Mig Welding Definition
Mig Welding is defined as the welding in which a wire electrode is used to join two metal pieces together in the environment of shielding gas. Here the shielding gas is used to protect the weld metal from coming in contact with the atmospheric gases and prevent it from atmospheric contamination.
This welding process is also known as Gas metal arc Welding (GMAW) Metal Active Gas (MAG) Welding.
Important Terminologies:
Before we can start learning about the working of MIG (Metal Inert Gas) Welding, let us first understand some important terms related to this process. The important terminologies are as follows:
Parent Metal: These are the metals that are to be joined through the Joining process.
Filler metal: These are the metals added to join the parent metal during the joining process.
Weld metal: It Includes all the metals that are welded and retained during the Joining process.
Heat affected zone: It is a part of parent metal affected during Welding, i.e., heated but not melted during Joining processes.
Fusion line: It is a boundary between the Heat affected zone and the welded metal.
Weld Zone: It comprises Heat affected zone and the weld metal.
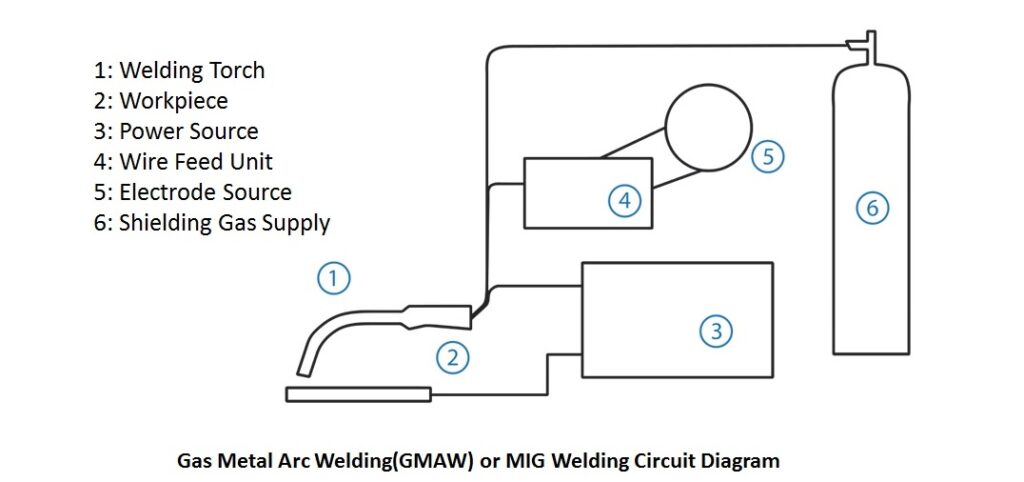
Some components are very important and must-have during MIG (Metal Inert Gas) Welding processes. These parts, which are very important during all the operations, are as follows:
1. Power Supply:
It is the main component in any Joining process, as it controls many variables, such as supply current, voltage, Etc. Many machines have low maximum current output and use Aluminium winding for the power supply. Apart from this, Metal Inert GasWelding used in Industries are of high quality and requires a high amount of current, and has a transformer as the power source.
2. Torch:
It is also known as a Metal Inert GasWelding gun. The gun provided to the Welders are only related to the particular Welding machine and can’t be used for another machine. The Torch quality for this type of Welding is least durable and can easily lead to failure.
3. Welding Wire:
It is a very critical component in the Welding process. Hence, the selection of wire should be made very precisely, noting down all the important factors. Sometimes, the width of the wire is not constant, leading to irregular feeding of the wire. It will reduce production time as we will invest more time in repairing the faulty machine.
4. Earth Clamp/ground Clamp:
The Joining process creates a Welding circuit. Hence, a good earthing is necessary as the amount of current and voltage is very high. To solve the problem, we use an Earth clamp, which has a bright face of contact.
Working Principle of Mig Welding:
MIG welding consists of the metal electrode, which is supplied continuously to weld two metals together. The two base metals are melted together and are formed a joint after the joining process. The gun which provides the Inert gas helps protect the metal from external contamination during the process. In simple words, MIG Welding contains a metal electrode that supplies continuous spark and Inert gas, which act as a shielding environment during welding.
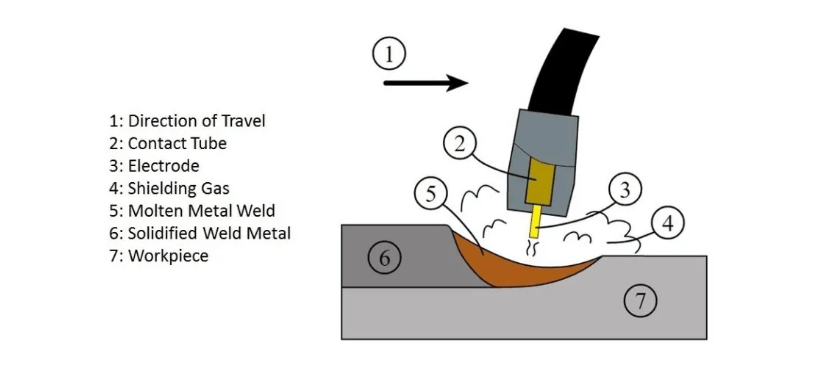
Working Process:
It is a very versatile joining process, suitable for both thin and thick metal joining. An Arc is created between the wire electrode (Metal electrode) and the workpiece, which melts both of them to form a weld pool. The wire serves as both the heat source and filler metal to melt the targeted workpiece. The weld pool created is protected from External contamination by Inert gas (known as shielding gas), which is supplied through the Nozzle present at the side of the wire electrode. The content (chemical composition) of the shielding gas depends upon the metal piece to be joined. After forming the Weld pool, the solidification process converts the Weld pool into solid form, and the workpiece is joined together. Hence, in this way, a MIG Welding process joins the two workpieces together.
Watch this video to understand the basics of MIG welding.
Types of MIG Welding:
Metal Inert Gas Welding process are divided into various different types based on different conditions and One of the conditions is Metal transfer mode. It means how the metal is transferred from the electrode to the workpiece to form the weld pool.
1. Based on Metal Transfer Mode:
There are five ways by which metal can be transferred from the electrode to the workpiece, which are- globular, Short-circuiting, Cold metal transfer, Spray, and Pulsed Spray. These are explained as below:
(i) Globular:
It is the least desired metal transfer mode because of the high amount of heat, poor Weld finishes, and spatter. It uses Carbon dioxide, which is less expensive but leads to very low efficiency than Argon, which produces a highly stable Inert gas environment. Because of the formation of the large molten droplet, the process is mainly limited to horizontal and flat Welding, which results in a larger Weld pool. We can only use it for ferrous metals.
(ii) Short-circuiting:
Globular Metal Inert GasWelding development led to short-circuiting or short arc Welding, which has a lower current than the Globular. The heat input is reduced considerably, which in result helps in reducing the amount of distortion and residual stress in the Welding area. We can only use it for ferrous metals.
(iii) Cold Metal Transfer:
It is used for thin metals, where current is reduced when short-circuit is registered. We can also use it for Aluminium.
(iv) Spray:
It is the first metal transfer mode used for Metal Inert GasWelding, which can be used for Aluminium and stainless steel using inert gas as protection from external contamination. It reduces spatter and result in a perfect high-quality Weld finish. Due to some restrictions in the Internal mechanism, it can only be used for metal with thickness more than 6.4 mm (0.25 inches).
(V) Pulsed Spray:
It is the same as Spray metal transfer mode but uses a pulse of Spray for melting the filler metal onto the workpiece. It decreases the overall heat, making it possible to be used for thinner metals. It contains Argon as an inert gas with a low concentration of carbon dioxide. We can use it to Weld ferrous as well as non-ferrous metals.
Based on the Type of Welding Wire Used:
Apart from the metal transfer mode, the Metal Inert Gas Welding can also be divided into different types based on the type of Welding wire used. These are as follows:
(i) Inert Gas Type Welding Wire:
In this type of Welding process, we will use Inert gas as a shielding environment, and the Metal will be fed from the electrode called the wire electrode. We have two consumable components- Metal and gas. We use a naming convention for the wire that is provided onto the parent metal. The following rule has been developed for mild steel:
For Example, we want to name the electrode ER70S-6, Which can be named as:
ER = Electric rod
70 = It represents the tensile strength of Weld metal, measured in PSI
S = It stands for solid wire
6 = It denotes the chemical additive used
Fig.: Inert gas Electrode Nomenclature
(ii) Flux-Cored Wire:
If we are using cored wire, we can skip the tank of inert gas, which provides a shielding environment. It is mainly because the wire contains the required elements that can shield from external contamination during the Joining process.
Advantages of MIG Welding:
The Metal Inert Gas Welding process is although very simple and can be used for various metal pieces. Apart from this, there are various other advantages of using this joining process, which is as follows:
We can produce perfect Weld Quality at a much faster pace
Since there is no use of flux, there is zero chance of slag being trapped in the metal forming, and Hence, produces a neat surface finish
The use of Shielding gas during Welding around the weld pool results in the least loss of metal composition elements.
It is highly versatile and can be used for a variety of metals and alloys.
It is highly adaptable for Industrial usage and can be changed to a semi-automatic or fully automatic process.
The process is easy to use and can be used by the Intermediate Welders to perform Joining work.
We will be able to deposit more welds on a single process, making it easy to perform Welding on big components on a smaller number of passes.
It penetrates up to a greater depth inside the workpiece and provides a good weld finish onto the material.
It is an immaculate process, and the finished Welding does not leave any residual.
Disadvantages of MIG:
We have discussed the advantage of this Joining process in complete detail, where we have seen that replacing flux with wire electrodes can give us an outstanding benefit. However, this brings various disadvantages, which are as follows:
We can’t use it in vertical or overhead Welding positions due to high Input heat requirements and fluidity of weld puddle.
The components of this process are complex.
The initial setup cost is high.
The inert atmosphere formed around should be stable. Hence, we can only use it in draught-free conditions.
The maintenance cost is very high due to the presence of extra electronics components.
It is less efficient, where there is a requirement of a high duty cycle.
The effects of radiation are more severe.
Application:
Metal Inert GasWelding tends to weld different metal types, i.e., Metals with different chemical compositions. Hence, it finds application at other places. Under this heading, we will learn some of the most critical applications of this Joining process. Application of the Welding process is as follows:
It is used for the Joining of most sheet metals, whose thickness can work on a very large scale.
We can also use it for the fabrication of pressure vessels and steel structures.
It finds application in Automotive Industry and Home Improvement Industry.
It is most widely used in the Aerospace Industry.
It is also used to join small diameter, thin wall tubing, such as in the bicycle industry.
It is used to weld pipes of different sizes, Etc.
Frequently Asked Questions: FAQs
Q1. What is the difference between GMAW (Gas metal arc Welding) and MIG (Metal Inert Gas) Welding?
Ans: Both MIG and GMAW are used as the same name for the Joining process in the Industry. The only difference is the shielding gas. GMAW uses Inert gas and active gas as shielding, while MIG uses only Inert gas as the shielding gas during Welding.
Q 2: What is the main difference between Flux-cored wire and inert gas medium?
Ans: In an Inert gas medium, Inert gas provides a shielding environment from external contamination. While in the Flux cored wire, the wire act as a shielding environment during the process, and no shielding gas is required.
Q 3: What is the difference between Pulsed Spray and Spray?
Ans: Spray is the constant sprinkle of metal on parent metal. Pulsed Spray means Spray of metal onto the parent metal in pulsed form, which is variable.