Plasma arc welding is a joining process in which an electric arc is generated between the non-consumable electrode and workpiece by supplying high-energy plasma using a nozzle made up of ceramics. The process is based on modern development, and many other processes involving plasma energy have appeared. Such method includes plasma arc cutting, laser cutting, Etc. The significant advantage of these processes is that they can be easily automated and handled by robots. In this article, we will be learning about this Joining process in detail by exploring their working, types, applications, Etc. So, let’s get started.
History of Development:
The History of Plasma arc Welding is small, as it is one of the modern techniques for joining two different parts. Robert M. Gage invented the process in 1953, and the patent was successfully filed in 1957. The process was unique because of the high level of precision that we can achieve compared to other Joining methods. It is also capable of spray coating one metal into other metals.
One of the best examples was the spray coating of the turbine blade of the moon-bound Saturn rocket. As the generation evolved, changes in the process and various control systems were introduced, making them semi-automatic or fully automatic. Computer numeric control and robot-controlled Plasma arc welding started their way in automobile assembly works, and they are used till now.
Main Parts of Plasma Arc Welding
Of course, any Joining process is incomplete without the mechanical components that make up the process and contribute to completing the process. Several components make up the process, but few critical components are to be mentioned to properly understand the working principle and how they are widely used in the industries. Some Main parts are as follows:
It is one of the major components used to generate the current and provide the necessary voltage for generating high-energy plasma, passed through the nozzle and forming the weld pool. The power supply can be either DC negative, DC Positive, and AC. The type of power source required to be used also decides the final weld finish of the component.
2. Welding Torch:
This component comprises an Inner nozzle, outer gas nozzle, and a non-consumable electrode. A water jacket is provided to provide a cooling effect at such a high temperature of Operation.
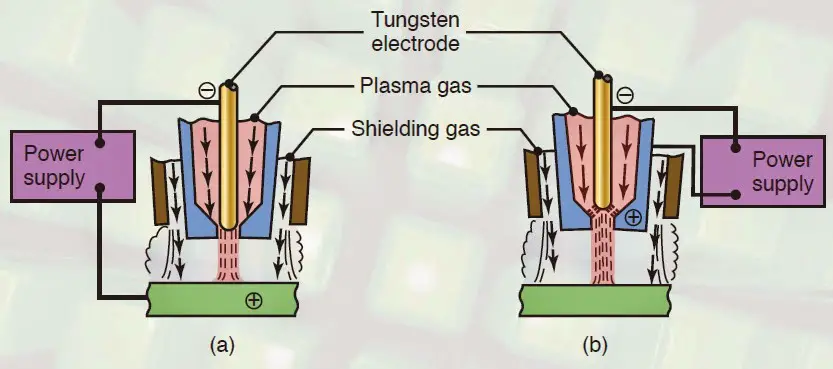
We have two types of DC Torch, i.e., Transferred and non-transferred.
In Transferred, an electrode is outside the torch, and in non-transferred, the electrode is inside the torch.
3. Water Recirculatory:
This component is used to circulate water inside the welding torch to keep it cool because of the development of high temperature during Joining work.
4. High-Frequency Unit:
The Plasma arc can’t be ignited using any conventional source, and a high-frequency source is required to make the process start. Sparking the Plasma arc are completed in two different cycles:
(i) Produce a very intense spark, achieved through low current, high voltage, and high frequency.
(ii) The main current will start flowing between the electrode and Job, which will start the ignition of transferred.
5. Torch Accessories:
In the modern joining process, these accessories are used, increasing the welding torch’s performance.
6. Filler Material and Shielding Gases:
The material used as shielding gas depends upon the type of metal to be welded.
As the name suggests, Plasma arc welding joins two metal pieces by generating high-energy plasma. The question arises, how the plasma generation takes place and how the joining process is further carried out. Let’s see.
The Power Supply process produces an External voltage that sets up a current through the electrical circuit. The Current produces an arc due to heating and temperature rise. The temperature rise is so high that the air medium is ionized, and high-energy plasma is created. The Intensity of high-energy Plasma melts the welding metals and electrode together to create the Weld pool. The process is protected by the presence of Inert gas, which protects the metal from contamination.
After the formation of the weld pool, Solidification starts, and the finished product is the joined product of two metals required to be welded together. The cleanliness of the finished product depends upon the Inert gas, Power source, and various other factors which we should take care of to achieve the desired result.
For Better Understanding the working of PAW (Plasma arc welding). Watch the Video Given Below:
Process Variables:
All the Joining processes have many different process variables, whose value determines the finish of the final Job. These variables are to be taken into account while performing the joining process, or else the finished product will not be as good as it should be. The question arises how many processes variable, are there any count or so. In a typical way, the answer is Yes, and we have different process variables that can give a good amount of Weld finish required.
The following process variables play a significant role in the finishing of welding products:
1. Gases:
During Plasma arc welding, at least two separate flows of gas (and can be possibly three) are used. These gases are as follows:
(a). Plasma gas: They flow through the ceramic orifice and become ionized.
(b). Shielding gas: They flow through the outer nozzle and shield the molten metal from external contamination.
(c). Back-purge and trailing gas: They are required for certain materials and applications.
There are several other process variables, although many of them are external and some are internal. We will talk about them, which are required for obtaining a good surface finish. These variables are as follows:
The type of Power source (for example, DCEN – Direct Current Electrode Negative)
The type of current and Polarity
Use of AC Square wave for current and voltage is common for aluminum and Magnesium
Welding current and Pulse
Gas flow rate
Types of Plasma Arc Welding:
There are some varieties of Plasma arc welding, which depends upon the current intensity. There can be more classification, which can be done based on Power Supply, shielding gas, Etc. In this section, we will only discuss the different types of Plasma arc welding depending upon the current and the varieties of plates to be welded. These types and their detailed explanation are as follows:
1. Microplasma Welding (0.1-15 A current)
They are low-Intensity welding, with the current range from 0.1 A to 15 A, which are suitable for welding thin sheets of metal (as least as 0.1 mm), wire, and mesh sections. There is significantly less amount of arc distortion and wander.
2. Medium Current Welding (15 A- 200 A Current):
This is one of the best alternatives to conventional TIG Welding when used in the metal melt mode. The Major advantage includes deeper penetration and more allowance of surface tolerances, Etc. However, one of the major disadvantages is that we can’t use it for welding thin sheets of metal due to deeper penetration.
3. Keyhole Welding (Over 100 A current):
When we increase the current, the intensity of the Plasma arc increases and provides full penetration inside the metal, which is the case of laser beam welding and electron beam welding. The keyhole welding forms the surface bead during the formation of the weld pool under the action of surface tension. We can use the process to weld thicker material (10 mm stainless steel) under the single pass.
Advantages of Plasma Arc Welding:
Plasma arc welding is the modern version of other Joining processes and has various advantages because they are used in multiple industries. These Industries include Automotive, aerospace, energy sector, etc., to name a few. Under this heading, we will discuss several advantages of this Joining process which makes it suitable for Industrial usage. The advantage of this joining process is as follows:
Welding speeds: In the Plasma arc welding process, we can achieve high welding speed. The advantage of achieving high welding is that it will increase productivity, and produce can be manufactured fast.
Depth of Penetration: The penetration depth is very high and provides a high penetration range from less penetration to more. We can know the Intensity of penetration from the fact that a 10 mm stainless steel piece can be welded in Single-pass using this joining process.
Arc Stability: Higher arc stability is obtained, which results in a proper Weld finish.
Heat concentration-effect: Some welding processes are tough to implement because of this factor, called heat concentration. Plasma arc welding heat concentration is not affected by the distance between welding torch and workpiece, making it easy to use in Industries.
Filler Material: TIG Welding finds it difficult to add filler material, which is overcome by this welding process. The addition of filler material is easier than the TIG Welding process.
High Aspect ratio weld: Aspect ratio is the ratio of two dimensions in a 2D figure. In Automotive Industries, a high Aspect ratio weld is required, which can be easily obtained with this welding process.
Disadvantages of Plasma Arc Welding:
However, it is a modern Joining process with various advantages and applications in different industries, there are several disadvantages of this process. The disadvantage of this process is as follows:
Radiation effects: All the joining processes have a certain amount of radiation effect, harming our body. Plasma arc welding also has higher radiation effects than other joining processes because of a High-frequency setup.
Noise: The approximate value of noise during this joining process is as high as 100 DB, which is very harmful to ears and causes noise pollution.
Gas consumption: There are three different varieties of gases are used in this Joining process, as discussed in the process variable topic. Hence, this usage increases the overall consumption, which can be very costly at times.
Safety measures: The Open circuit voltage for this process is very high, which requires a very high level of safety measure that is to be taken into account.
Applications:
This is a modern joining process with a lot of flexibility for conversion to an automatic or semi-automatic process. Many components are welded in automobile companies in a day, and all the processes are repetitive. Hence, Plasma arc welding fits well under their given criteria, and this is why they are highly used in Automobile Industries. Apart from Automobile Industry, they are used in several other industries, which are as follows:
Aerospace Industries
Oil and Gas Industries
Manufacturing Industries, Etc.
To be precise, the following points contains the application of this joining process:
Welding of Electrical components
Manufacturing of Jet Engine
Piping and tubing of stainless steel and titanium
Welding in Submarine Industries
Frequently Asked Questions: FAQs:
Q 1: What is the formula for aspect ratio in above context?
Ans: The formula for aspect ratio is ratio of two dimension. The formula used here is depth to width, that is ratio of thickness to width of the Job.
Q 2: What is the full form and meaning of DCEN and DCEP?
Ans: DCEN stands for Direct Current Electrode Negative. It means that the polarity of the electrode is negative. DCEP stands for Direct Current electrode Positive which means the polarity of the electrode is positive.




? - Complete Explanation")




