Introduction to Types of CNC Machines
CNC machines are used extensively in manufacturing and construction. There are many different types of CNC machines that vary in size, complexity, speed, and accuracy and each type have its own strengths and weaknesses. Here’s a summary of the three most common types:
- Manual Machines: These machines are operated by hand, and they’re perfect for smaller projects or prototypes.
- Semiautomatic Machines: These machines can be operated by hand or by computer, which makes them ideal for larger projects.
- Fully Automatic Machines: These machines are the most efficient type.
The types of CNC machines you use will mostly depend on the shape of the part you’re machining. Here’s a brief summary of each types.
What is a CNC machine?
Milling machines were originally operated by hand. Manually turning handles that rotated ball screws or actuated various levers of the machine were frequently used to move the part or tool. Once the machinist has determined the component placement, basic automation allows the machine to move in one direction.
CNC stands for Computer Numerical Control, and it refers to a system that includes a computer, as well as electric motors and sensors. The machine axis is controlled by this computer. CNC machines are very accurate, with accuracy and reproducibility that may outperform hand motions.
The machine travel ranges from a few inches to hundreds, or thousands of inches on CNC mills. The concept of CNC machines is commonly used in reference to John T. Parsons, a machinist and salesperson at his father’s machining firm. He desired a technique for producing aircraft components that was both less expensive and more consistent than previous approaches.
Following a series of setbacks, a cooperation between Parson’s, the United States Air Force, and MIT resulted in the construction of the first NC machines that were controlled by a punch tap.

COMPONENTS OF A CNC MACHINE
Most milling machines contain some common components. First, you have the machine basis. This generally comprises the work table and gearing, mainly ball screws, for machine movement. This may also comprise the electric drives that move the different components of the machine.
CNC machines also need what is commonly termed the “controller”, or the computing component of CNC. This computerized controller employs the preset input values, and data from the feedback loops, to regulate the actions of the machine.
Additionally, milling machines have a spindle of some form. The spindle either spins the cutting tools for milling, or in the case of a lathe, it spins the actual component for the lathe tooling. Finally, you’ll need cutting tools that are compatible with your mill and the material being cut in order to CNC mill items properly.

How Many Types of CNC Machines are there?
CNC machines are classified in three ways,
- According to the number of axes
- According to the CNC control system
- According to the CNC Application
1. According to the Number of Axes:
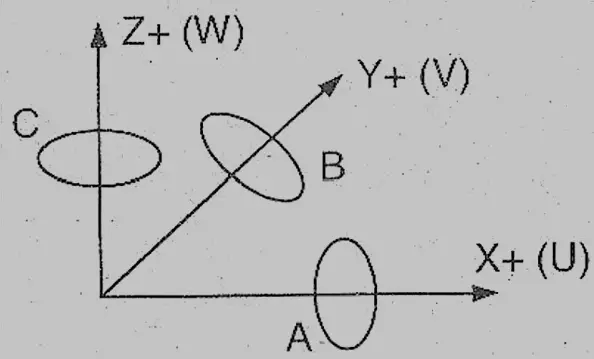
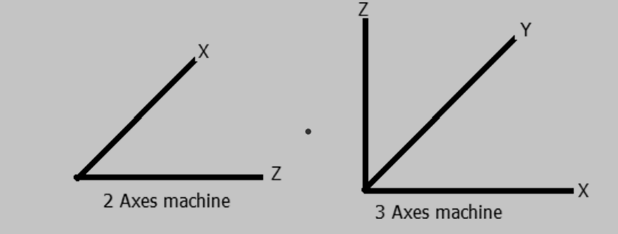
On CNC machines, there are three major axes in general. These axes are referred to as X, Y, and Z in the programmes. Each axis moves at a 90-degree angle to the others. Parallel to X, Y, and Z, respectively, are U, V, and W. The primary axes have three rotating axes: A, B, and C.
Nowadays, 5 axis, 6 axis, and 7 axis machines are also employed in industries.
(i). CNC Machines with 2 Axes
CNC lathes will be classified as two-axis machines. There will be two axes along which movement will occur. The cross slide will move transversely on the saddle and the saddle will move longitudinally on the bed (Z-axis) (along X-axis). One more axis will be perpendicular to the above two axes in 3-axis machines. Complex surfaces can be machined by controlling all three axes at the same time. Only two primary (major) axes are used for tool movement in this machine. Turning centres and chucks are two examples.
(ii) CNC MACHINING ON 3 AXIS
This machine moves tools along three principal axes. VMC is a good example.
These are the most popular CNC machines on the market. They can move along the X, Y, and Z axes at the same time. A 3 axis CNC machine with a work surface of 40×20 inches is the most popular size. Simple prismatic components to complicated moulds, medical or aerospace items can all be produced on a 3-axis machine.
(iii) CNC MACHINING WITH 3+1 OR 3+2 AXIS
This type of machining, often known as a CNC machine, incorporates both rotary and linear movements. The part will be rotated into place first, and then a standard 3-axis machining operation will begin after it has been rotated. The rotation and linear movement do not occur at the same time. If the machine can only rotate around one axis, it’s called 3+1 machining, which stands for three linear axes and one rotational axis.
3+2 axis machining refers to the ability of a machine to revolve around two axes. CNC machines can be manufactured specifically as 3+1 or 3+2 axis mills, although they’re more typically made by adding a rotating component to an existing 3-axis mill. When outfitting a mill, the 3+2 machining will lower the work envelop size. When milling a part, one of the key advantages of 3+1 and 3+2 machining is the reduction of separate setups. On a 3-axis machine, the machinist would remove and reposition the item between operations because some sections require milling on various sides. This can take a long time, even if the 3+1 or 3+2 functionality allows it to rotate into position automatically. It’s worth noting that manually setting up and programming 3+1 and 3+2 axis machines vs using a Computer Aided Manufacturing (CAM) system is sometimes complicated, time-consuming, and error-prone.
Seamless 4-AXIS CNC Machining
three primary axes, one rotating or parallel axes are employed to move the tool. VMC is a good example.
The difference between 3+1 and 4-axis concurrent milling is that the part can rotate on one axis while milling in three. When part geometry wraps around a part, as in the aerospace and other sectors, this form of machining is required. While all 4-axis simultaneous milling machines can mill in 3+1 axes, not all 3+1 axis mills can mill in 4 axes simultaneously. Before attempting to execute an application that their machine may not support, one should double-check their machine’s capabilities.
(iv) CNC MACHINE WITH 5 AXIS
This type of cnc machining provides the most versatility in milling the item at various tool orientations. The portion can rotate in two axes, commonly A&C or B&C, while the three linear axes move. In parts with complex forms and narrow clearances, such as impellers, turbines, intake ports, and more, simultaneous 5-axis machining is preferred. 3-axis, 3+1 axis, 3+2 axis, 4-axis simultaneous, and 5-axis simultaneous are all modes that true simultaneous 5-axis machines can operate in. While all 5-axis simultaneous machines are capable of 3+2 axis machining, not all 3+2 axis machines are capable of 5-axis simultaneous. It is determined by the design of the machine as well as the CNC controller used. Generally, these mills are often more expensive than other mill types for the same size, but they provide the most flexibility in job setup.
To understand more about types of cnc machine according to the axes, watch this video:
2. According to the CNC Control System:
On CNC machines, the tool moves either rapidly or slowly by the users feed applications. During the cutting operation, feed moves slowly to produce a fine surface; otherwise, it moves quickly. Machines are characterised in three ways based on the feed delivered to the tool:
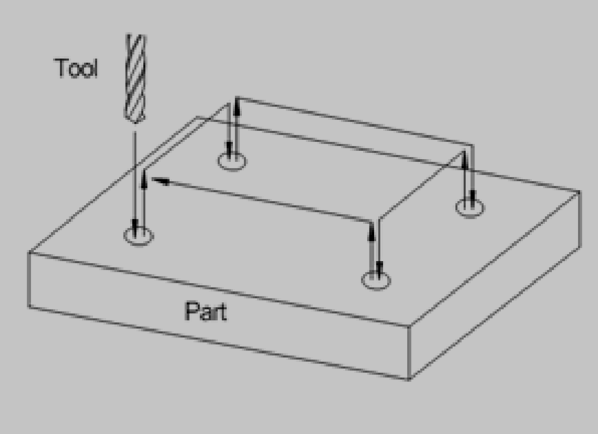
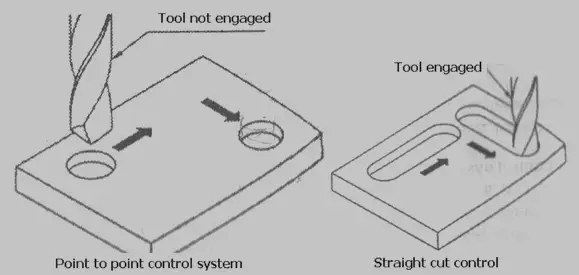
(i) Point To Point Control System:
In this control method, the tool moves in feed in just one direction (one axis) while moving quickly in other directions (axes). Drilling, reaming, tapping, punching, and jig boring are some examples.
Point-to-Point (P2P) networks are a type of network that connects to
- It’s employed in CNC equipment including drilling, boring, and tapping machines, among others.
- Point-to-point control equipment is the name given to the control equipment that is used with them.
- Feeding rates do not need to be pre-programmed.
- Each axis is driven separately in modern machine tools.
(ii) Straight Cut Control:
In this method, the tool can move in feed in any two (axes) directions and at any speed, but it only follows a straight route with the feed in one direction at a time. Milling, step turning, slot cutting, key way cutting, and groove cutting are just a few examples.
(ii) Contouring Control System:
All axes in this system can be moved in slow feed and rapid mode. As a result, such machines can easily cut essential and intricate surfaces. Inclined or curved slot cutting and helical groove cutting are two examples.
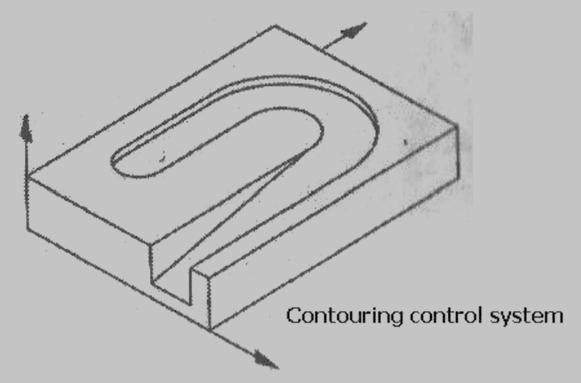
Contouring Systems (Continuous Path Systems) are utilised in CNC machine tools such as milling machines, which require simultaneous axis control. Contouring machines can also be utilised as point-to-point machines, however they are not cost effective unless the work piece also requires a contouring operation.
3. According to CNC Application
Different types of CNC machines are utilised in a variety of industries, including:
(i) Mills and Machining Centers
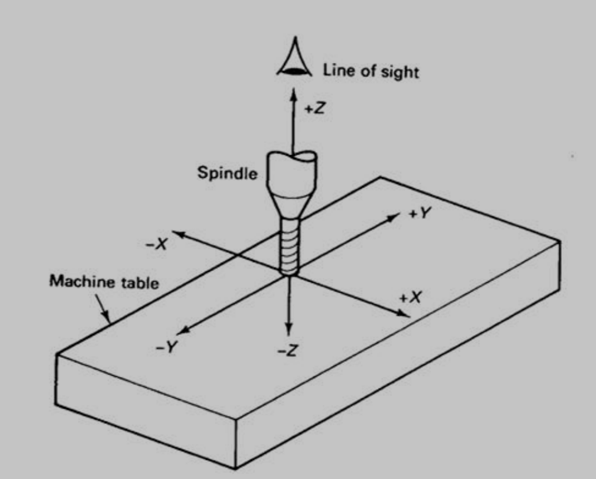
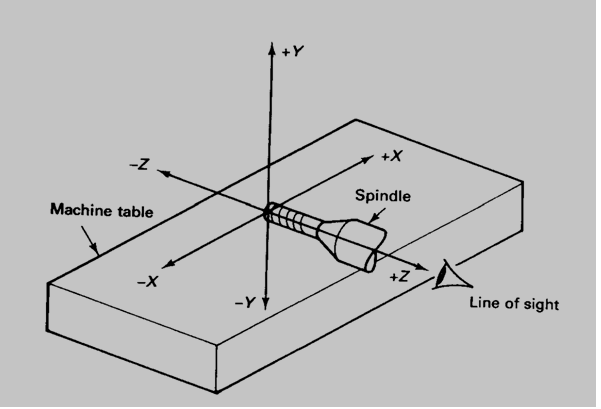
Basic CNC Milling Machine or Machine Tool Principles The operation of CNC machine tools involves the chiselling of workpieces with the use of computer numerical control, or CNC. The coordinate system was used to move the chisel on CNC machine tools. The X-, Y-, and Z-axes are the three axes that make up a coordinate system on a CNC milling machine. The X-axis is a horizontally moving axis, whereas the Y-axis is a transversely moving axis, and the Z-axis is a vertically moving axis. Milling is a machining procedure in which the workpiece moves toward lengthwise and crosswise cuts as far as needed while the cutting tool or cutting tool rotates on its spindle.
This is a different form of lathe. This setup, which has a miniature spindle with a rotating cutting tool can be attached. Its often termed as live tooling. These mills and processes enable customers to make round pieces with milled or drilled features without needing to mount them in a different mill.
These machining centres cut various materials using computer controls. They can decipher programmes made up of precise numbers and letters in order to move the spindle to different locations and depths. This material is used to create 3D prototypes, moulds, cutting dies, and printing plates.
(ii) Turning Centers and Lathes
Turning centres are capable of performing a variety of lathe cutting operations on a rotating object at the same time.
A lathe differs from a milling machine in that it is sometimes referred to as turning and is typically used for circular items. Instead of the part remaining stationary as the tool spins, the part is placed in a “chuck” and spun. Following that, a cutting tool is utilised to carve out the required shape. Automatic bar feeders, which feed material from the spindle to the chuck, are typical options on lathes. Tail stocks, which support the spinning portion in the front and back, are another popular option.
They cut metal that is frequently spinning at high speeds. Using indexable tools and drills with sophisticated algorithms, CNC lathes can perform fast, precise cuts. Normally, manual lathes are unable to cut them.
(iii) Drilling Machinery
Drilling is a popular method of mass production. To make or enlarge holes, a drilling machine (drilling press) is employed. Drilling machine for many tasks;
The drill on the bench: For piercing raw materials such as wood, plastic, and metal with holes.
The pillar drill is a larger variant of the floor drill that stands upright. It can be used to drill larger chunks of material and generate larger holes, just like the bench drill.
(iv) EDM Wire Cut and Sinker Machines
A very thin wire (.0008 to.012 in.) is used as an electrode in wire EDM machines. The wire is stretched between diamond guides and carbide, which carry electricity to the wire and cut the part in the same way a band saw would. The erosion generated by a spark moving horizontally with the wire removes the material.
A very thin wire (.0008 to.012 in.) is used as an electrode in wire EDM machines. The wire is stretched between diamond guides and carbide that transmits electricity to the wire, which acts like a bandsaw and slices the part. A spark that flows horizontally with the wire causes erosion, which removes material. Horizontal table movements are controlled via CNC. Mold inserts, extrusion and trim dies, as well as form tools, can all be made with wire EDM equipment.
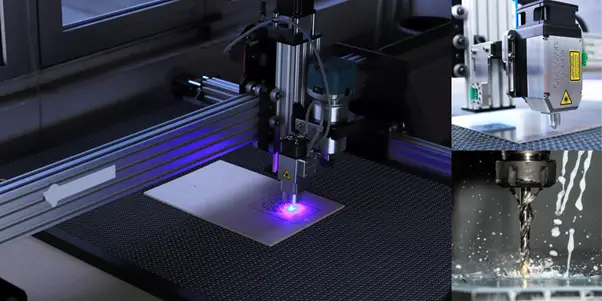
(v) Laser-Cutting Machines and Flame-Cutting Machines
To cut the part, the machine uses a concentrated beam of laser light. The material beneath the beam vaporises due to a rapid rise in temperature. Laser cutting produces minimal distortion and eliminates the need for mechanical cutting forces.
To cut the part, laser cutting CNC machines use a strong beam of concentrated laser light. The material that is exposed to the laser beam rapidly heats up and vaporises. The beam will penetrate the material if the beam power is strong enough. Lasers cut components with little distortion since no mechanical cutting forces are used. They’ve done a great job milling slots and drilling holes.
(vi) Water Jet Profilers
To cut through a variety of materials, high pressure water, frequently with an additional abrasive, is utilised. Water jet cutters are capable of slicing through plastics, metals, and even stone and granite. Most water jet CNC machines are two-axis and only cut a profile; however, five-axis water jet machines are also available.
Importance of Higher Axes Machining:
Higher axis machining is important because it allows for easier access to undercuts and deep pockets. The tool can be made normal to the work surface by tilting it, and mistakes may be decreased because the cutting force will be concentrated along the tool axis. In the aerospace and automobile industries, higher axis machining has been frequently employed to machine sculptured surfaces.
CONCLUSION
There are numerous aspects to consider when selecting a CNC machine. The type of mill you will require is determined by the type of parts you intend to mill. Most prismatic items, as well as individual mould and die components, can be produced using 3-axis operations. Many components in the medical or power generating industries require 3+2 or 5-axis machining. Mill Turn is widely used in a variety of aeronautical applications.
FAQ’s
1. What are the various types of CNC machines?
CNC machines may be divided into five categories:
- Plasma Cutting Machine.
- Laser Cutting Machine.
- Milling Machine.
- Router Machine.
- CNC Lathe Machine.
2. In CNC turning, how many axes are there?
A CNC turning centre can work on up to five axes, while some machines may work on up to six: Vertical movement carried out in the X axis. Horizontal movement in Y Axis, and finally, Depth is measured along the Z axis.
3. What is a CNC (Computer Numerical Control) turning operation?
CNC Turning is a manufacturing technique in which material bars are turned in a chuck while a tool is fed to the item to remove material and create the required form. Tooling is positioned on a turret that is computer-controlled on CNC lathes or turning centres.
4. In a CNC lathe, what is the Z axis?
The Z-axis is the CNC lathe axis that is aligned with the machining centres’ main axis. The X axis typically goes from left to right, the Y axis from front to back, and the Z axis, last but not least, moves upward and downward.
5. How do CNC axes get their names?
A Cartesian coordinate system based on an X, Y, and Z-axis is used by nearly all CNC machines. This technology enables a machine to move in a given plane in a precise direction. You may simplify the Cartesian system to a simple number line. The Origin is a location on the line that is identified as the starting point.
6. What exactly is a CNC machine with seven axes?
The CNC milling machine with seven axes can produce long, slim, and intricate pieces. The axes specified by the spinning of the tool, rotation of the part, rotation of the tool head, and movement for clamping, reclamping, or removing the component are the conventional right-left, top-down, back-front.
7. What is a 9-axis CNC machine?
The 9-axis CNC machine combines lathe and 5-axis machining. The item can be rotated and multi-axis machined in one setup thanks to its nine working axes. The removal of manual loading and secondary fixtures is the most significant advantage of this machine. This type of multi-axis machine can produce a fully finished product.
8. What is the motion of CNC machines?
CNC machines frequently combine tools into standardised units or cells from which they can draw. Basic machines move on one or two axes, but advanced machines move laterally in the x and y axes, longitudinally in the z axis, and frequently rotate around one or more axes.
9. What is the purpose of a CNC machine?
CNC technology is used in some form or another by the aviation, railway, and automobile sectors since it provides such a diverse range of services. When you’re thousands of feet in the air, plane parts must be constructed with extreme accuracy to guarantee that everything works properly.
10. What is the origin of the CNC machine?
In the 1940s, Parsons (October 11, 1913 – April 18, 2007) was a pioneer in numerical control (NC) for machine tools.
11. Who invented the first CNC machine?
The first numerical control system was developed by John T. Parsons. Parsons began working on creative ways to make helicopter rotors for the emerging aerospace industry while working as a machinist at his father’s firm in the 1940s.
12. What was the first CNC machine’s mechanism?
With an IBM 602A multiplier, Parsons was able to determine helicopter airfoil coordinates. He then used a Swiss jig borer to feed the data into a punched card. Many helicopter blades and aeroplane skins were manufactured as a result of this research.
13. Who is the inventor of CNC milling?
Richard Kegg, in partnership with MIT, invented the Cincinnati Milacron Hydrotel, the first CNC milling machine, in 1952. He submitted a patent for a “Motor Controlled Apparatus for Positioning Machine Tool” five years later, in 1958. This marked the start of the technology’s commercial life.
