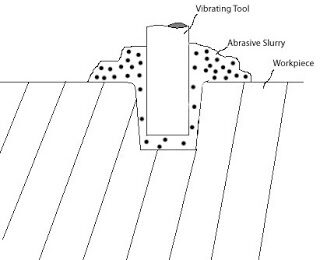
Ultrasonic Machining (USM) also called as ultrasonic vibration machining is a machining process in which material is removed from the surface of a part by low amplitude and high frequency vibration of a tool against surface of material in the presence of abrasive particles.
- The motion of the tool takes place vertically or orthogonal to the surface of the part. The tool travel with an amplitude of 0.05 mm to 0.125 mm (0.002 in to 0.005 in).
- The slurry is formed by mixing fine abrasive grains in the water. This slurry is made to flow across the w/p and the tip of the tool during machining process. The abrasive gain particles in the slurry helps in the removal of the material form the surface of the w/p. The grain sizes of the abrasive material are typically ranges from 100 to 1000. The smaller grains (i.e. higher number of grain) results in smooth surface finishes.
- This machining process is usually used to machine brittle materials and materials that have high hardness.
Working Principle of Ultrasonic Machining
An electric current at high frequency (in the ultrasonic range i.e. 18 kHz to 40 kHz) is used to generate mechanical vibration of low amplitude and high frequency. The mechanical vibration generated is used for machining the surface of a part in the presence of abrasive grain particles in the form of slurry. The slurry flows across the tool and workpiece. When the tool presses against the w/p, the slurry containing abrasive particle chips off the materials from the surface.
Also Read:
- Laser Beam Machining – Main Parts, Principle, Working with Application
- How Electron Beam Machining Process Works?
- Electrochemical Machining (ECM) – Working Principle, Equipment, Advantages and Disadvantages with Application
Main parts
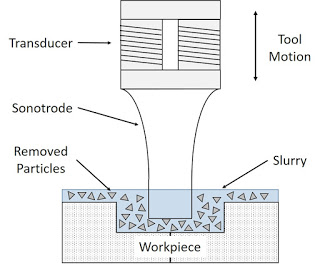
The ultrasonic machining machine consists of two main parts transducer and sonotrode (also called as horn), connected to an Electronic control unit with cables.
The function of various parts are described below
1. Transducer:
The transducer mainly consists of a cylinder which is made up of piezoelectric ceramic. It converts electrical energy into mechanical vibration. Transducer then vibrates sonotrode at low amplitude and high frequency.
2. Sonotrode:
It is made of low carbon steel. One end of it is connected with the transducer and other end contains tool. The sonotrode vibrates at low amplitude and high frequency and removes material from the w/p by abrasion where it contacts it.
3. Control Unit:
The control unit consists of an electronic oscillator which produces an alternating current at high frequency. The frequency produced is usually in between 18 kHz to 40 kHz in ultrasonic range.
Types of USM
1. Rotary Ultrasonic vibration machining (RUM):
In RUM, a vertically rotating tool is allowed to revolve about the axis of the sonotrode. The surface of the tool is impregnated with diamonds that is used to grind down the surface of the part. Abrasive slurry is not used in this type of machine for material removal.
2. Chemical-Assisted USM:
In this machining, a chemically reactive abrasive fluid is used for the machining process.
Working Of Ultrasonic Machining Process
- The transducer and sonotrode is attached to the control unit with a cable.
- The control unit has an electronic oscillator that produces an alternating current with high ultrasonic frequency ranges in between 18 kHz to 40 kHz.
- This high frequency alternating current is supplied to the transducer. The transducer converts this alternating current into mechanical vibration and transmits this mechanical vibration to the sonotrode attached to it.
- The sonotrode is vibrated by the transducer with low amplitude and high frequency. When this vibrating sonotrode strikes the surface of the w/p, it removes the material form it. The slurry flows in between the tool and workpiece and helps in the removal of the material from the surface.
- The slurry used in the ultrasonic machining contains 20 % to 60% of water by volume, aluminum oxide, boron Carbide and silicon carbide particles.
- This is how ultrasonic machining works.
Advantages
- This machining method is capable of machining brittle and hard material with high precision.
- It can machine fragile materials such glass and non-conductive metals which are not machined by non-traditional methods such as electrochemical machining or electrical discharge machining.
- It is capable of producing high tolerance parts.
- There is no distortion produced in the worked material. And this is because, no heat is generated by the sonotrode against the w/p.
- There is no change observed in the physical properties of the material.
- The machined parts produced require fewer finishing process because of absence of burrs in the process.
Disadvantages
- The metal removal is slow due to micro chipping or erosion mechanism.
- The wear of sonotrode tip occurs more quickly.
- The machining of deep holes is not easy by this method because of the inability of abrasive slurry to flow at the bottom of the hole (Except rotary ultrasonic machining).
- Ultrasonic vibration machining can be used only to machine materials that have hardness value atleast 45 HRC (HRC: Rockwell Scale to measure hardness of a material).
Application
- It is commonly used to machine brittle and hard materials. Glass, carbides, ceramics, precious stones and hardened steels are the most common materials machined by USM.
- It is very precise machining method and used in the creation of micro-electrochemical system components like micro-structured glass wafers.
Reference: wikipedia.org